Minimum Bend Radius 304 Stainless Steel Sheet
Stainless Steel Sheet

Stainless Steel Angles And Angle Bars Popular Profiles Montanstahl

Custom Angle 304 Stainless 4 Finish Stainless Supply
304 Stainless Steel 2b Finish Stainless Supply

316lstainlesssteelsheet 2205duplexstainlesssteelplate Stainlesssteelpipesheetplate Stainless Steel Sheet Metal Stainless Steel Plate Stainless Steel Sheet
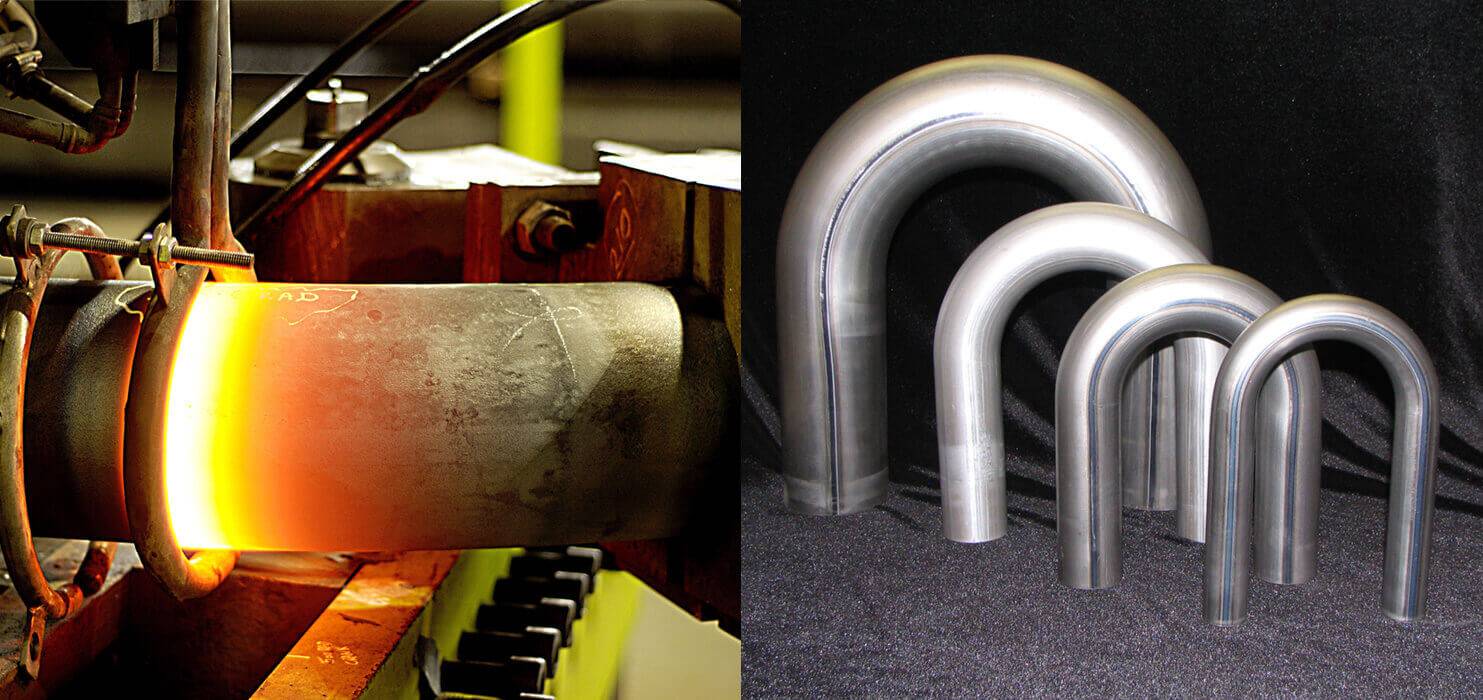
Stainless Steel 304 Pipe Bends Ss 304 Long Radius Bend 304 Ss Piggable Bend

For instance right now in solidworks for say 11 ga sheet metal i use a bend radii of 0 005 and a k factor of 0 275 and that seems to work pretty well when i put the flat views on my prints.
Minimum bend radius 304 stainless steel sheet.

Sheet Metal Design Guide Geomiq

Stainlesssteelsheetplate Stainless Steel Types 1 4401 And 1 4404 Are Also Known As Grades 316 A Stainless Steel Sheet Stainless Steel Types Steel Sheet Metal

Mx Stainless Steel Wall Base 16 Ga Cs403 4 Satin Polish In Straight Or Cove Bend
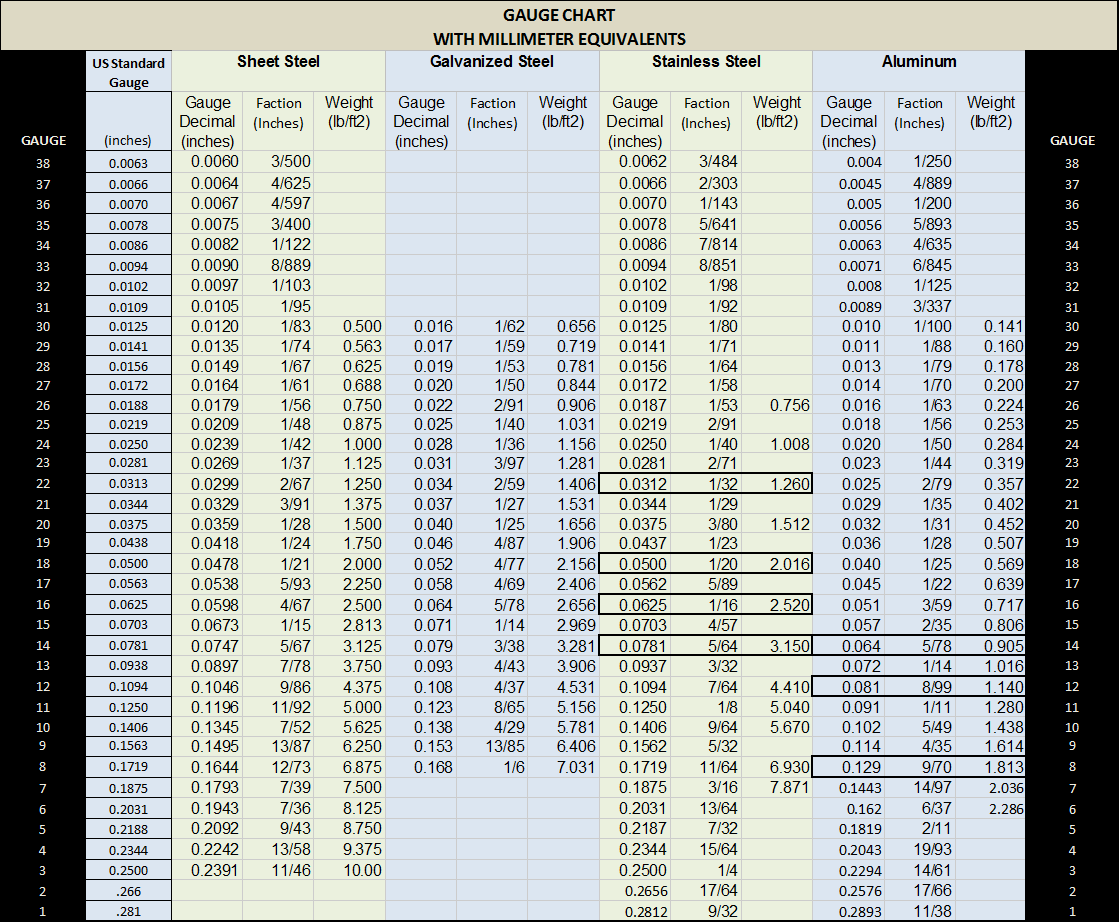
Comparing Stainless Steel Types And Gauges

Stainless Steel Products Stainless Steel Pipe Wholesale Supplier From Nagpur
304 Stainless Steel Sheet Bright Annealed Ba Finish Stainless Supply

4 Types Of Stainless Steel Great Plains Stainless

Stainless Steel Tube U Bend U Bend Stainless Steel Tubes China Guanyu Stainless Steel Tube

Stainless Steel 316ti Pipe Fittings Austenitic Stainless Steel 316ti Ansi Asme Pipe Fittings 316ti High Strength Ferritic Steel Butt Welding Fittings Dealer

Alloy 303 Austenitic Stainless Steel Plate Sandmeyer Steel
316l Stainless Steel Plate Stainless Supply

Amazon Com Stainless Steel 90 Degree 38mm 1 1 2 1 5 Od Sanitary Weld Elbow Pipe Fitting Sus Ss316 Home Improvement
Stainless Steel 316 Pipe Fittings Austenitic Stainless Steel 316 Ansi Asme Pipe Fittings 316 High Strength Ferritic Steel Butt Welding Fittings Dealer

Minibuggy Net The Ultimate Off Road Buggy Community Metal Working Tools Metal Working Metal Bending
Source : pinterest.com
