Minimum Bend Radius Mild Steel Sheet
Minimum Versus Recommended Inside Bend Radius

Bending Basics The Fundamentals Of Heavy Bending

Analyzing The K Factor In Sheet Metal Bending
Sheet Metal Forming

Bending Basics The Hows And Whys Of Springback And Springforward

Bend Allowance Sheetmetal Me

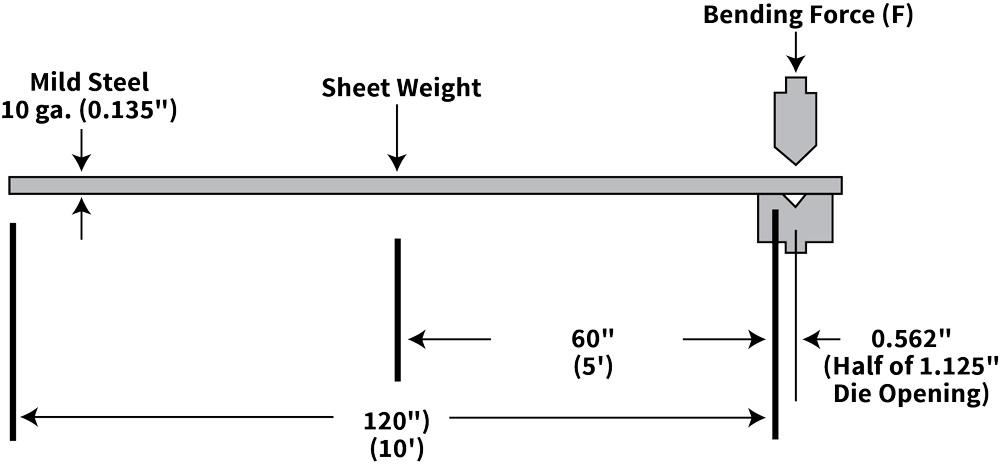
This tool allows you to determine tonnage internal radius v die opening and minimum flange you just have to insert the characteristics of the sheet metal to be bent.
Minimum bend radius mild steel sheet.

Sheet Metal Design Guide Geomiq

Pin On Instagram
5 Sheet Metal Design Tips For Easy Manufacturing Bright Hub Engineering

Pin En Workshop
Sheet Metal Bending
What You Need To Know About Bending Sheet Metal Forming

Tips For Bending Sheet Metal Make It From Metal

How To Select A V Die Opening For Press Brake Bending Fabricating And Metalworking

How To Bend Steel Plate Without A Brake Youtube

K Factor Sheetmetal Me

Bending Large Radius Abkant Kaynak Isleri Teknoloji
How To Choose Cut And Bend Sheet Metal Make

Pin En Chapa Metalica

How To Bend Steel Into Benches Metalworking For Beginners Youtube
Source : pinterest.com
