Minimum Bend Radius Plastic Sheet

Polycarbonate Bending The Complete Guide Wee Tect
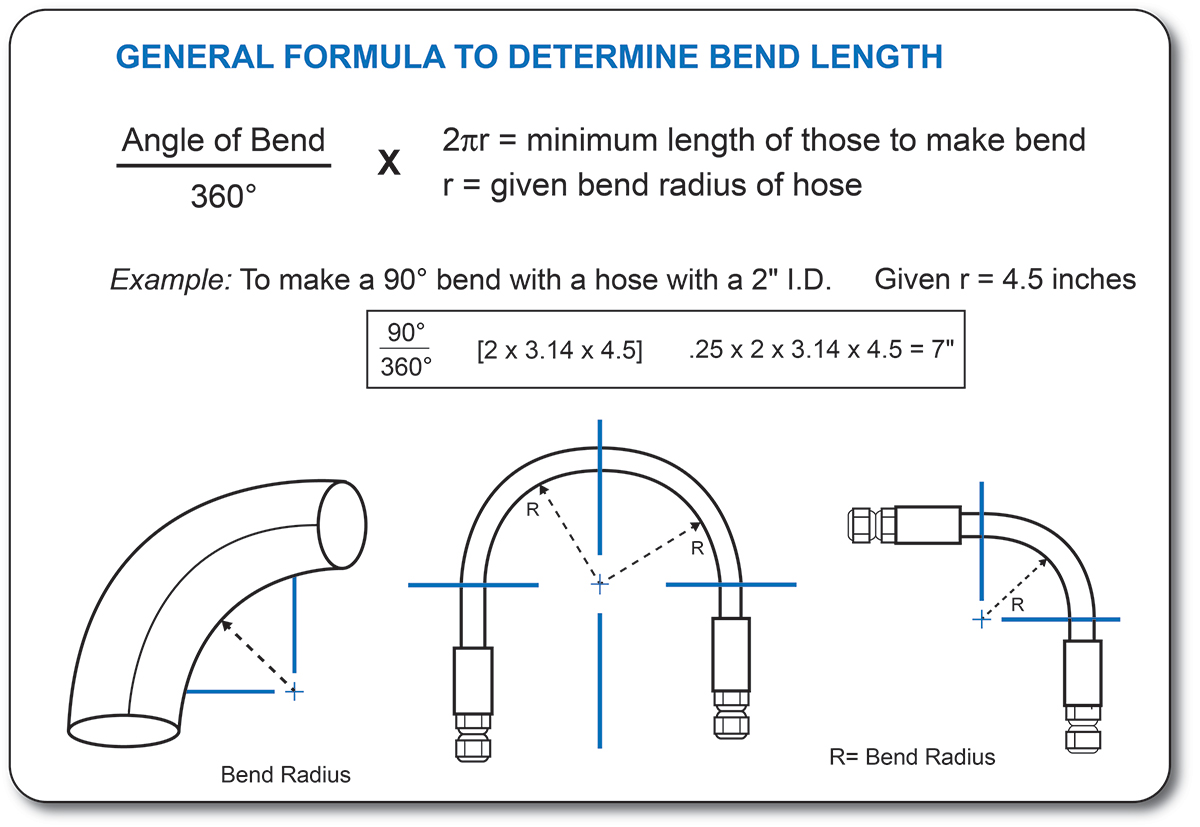
What Does Hose Bend Radius Mean

Sheet Metal Design Guide Geomiq
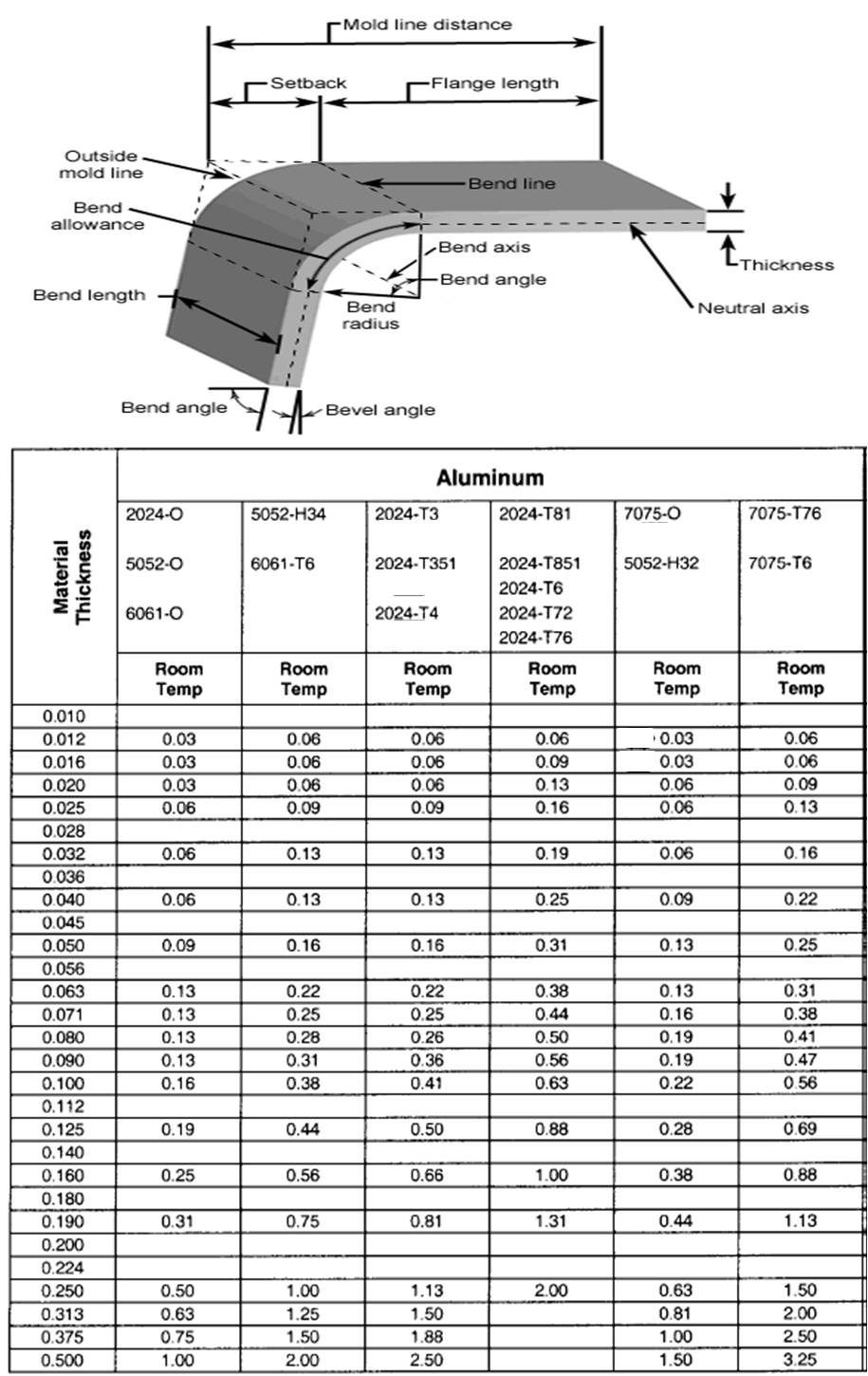
Aluminum Plate Minimum Bend Radius Aluminum Plate
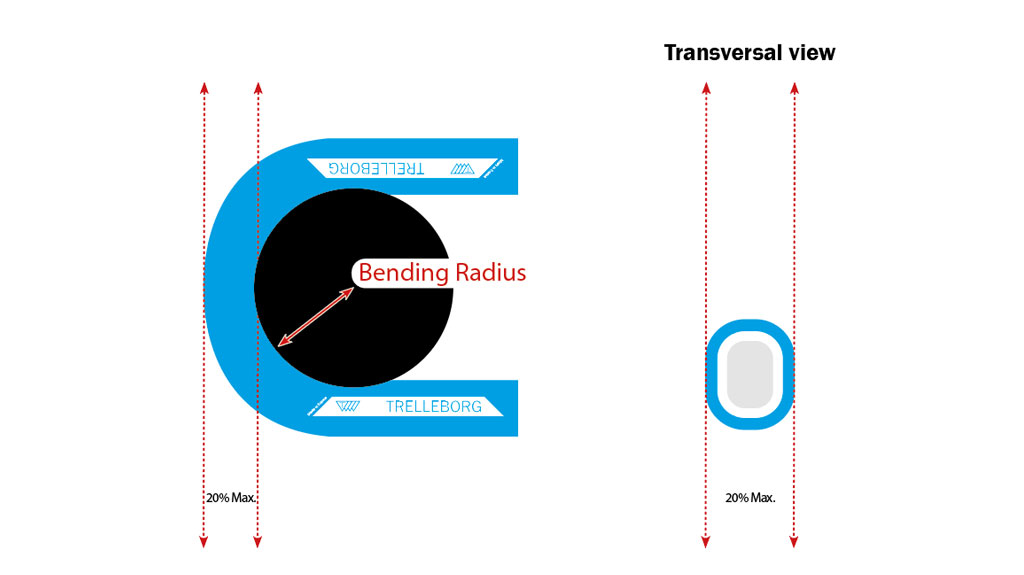
Bending Radius

7 Must Follow Sheet Metal Design Guidelines To Strengthen Your Design
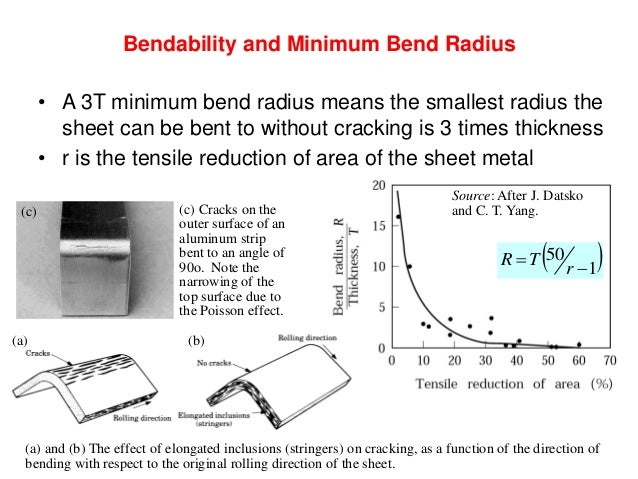
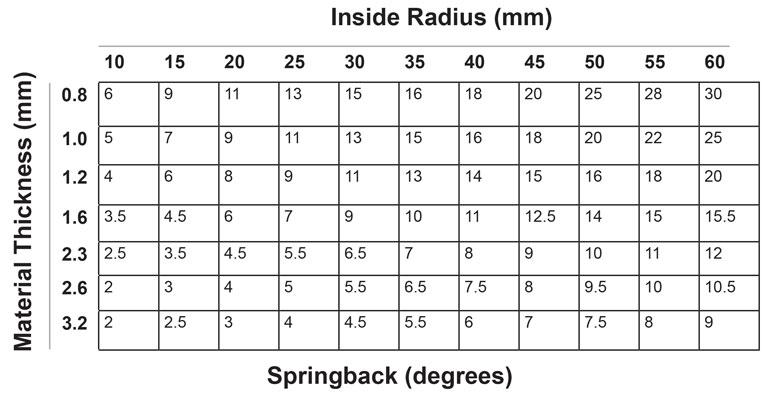
Since commercial sheet metal bending can be done with less concern for stresses caused during forming operation the radius can be near zero for thin sheet metal.
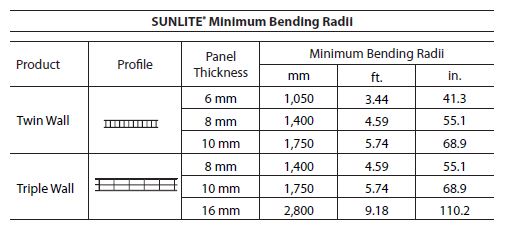
Minimum bend radius plastic sheet.

Longitudinal Bending Of Pvc Pipe Heritage Plastics Pvc Conduit Electrical And Plumbing
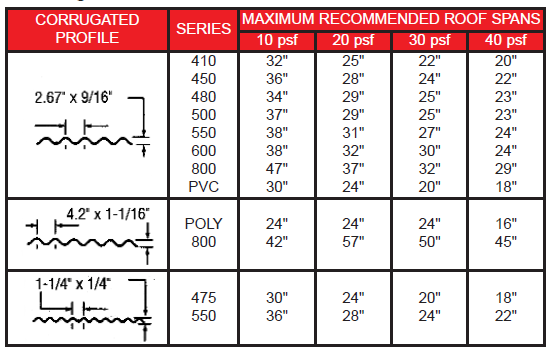
Installing Translucent Corrugated Roof Panels
Pergola Designs Bending A Polycarbonate Roof Softwoods Pergola Decking Fencing Carports Roofing

Following Dfm Guidelines For Working With Sheet Metal Machine Design
Sheet Metal Working 1

Bending Acrylic Sheet Guide With Trouble Shooting By Acrylite

Aluminum Sheet Aluminum Sheet Bend Radius
Sheet Metal Bending Stuck On Calculating The Minimum Radius Required Engineering Stack Exchange
Tips For Bending Sheet Metal Make It From Metal

Aluminum Sheet Minimum Bend Radius Aluminum Sheet
Aluminum Tubing Minimum Bend Radius Aluminum Tubing
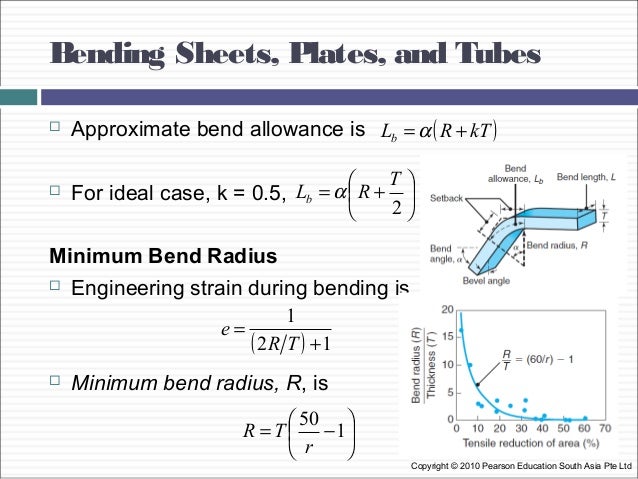
Sheet Metal Processes
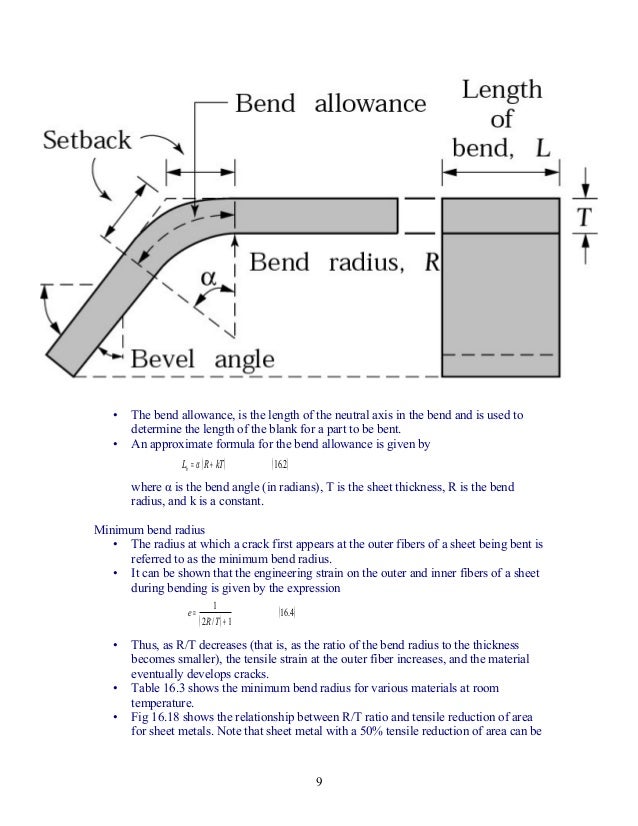
Chapter5 Sheet Metal Forming
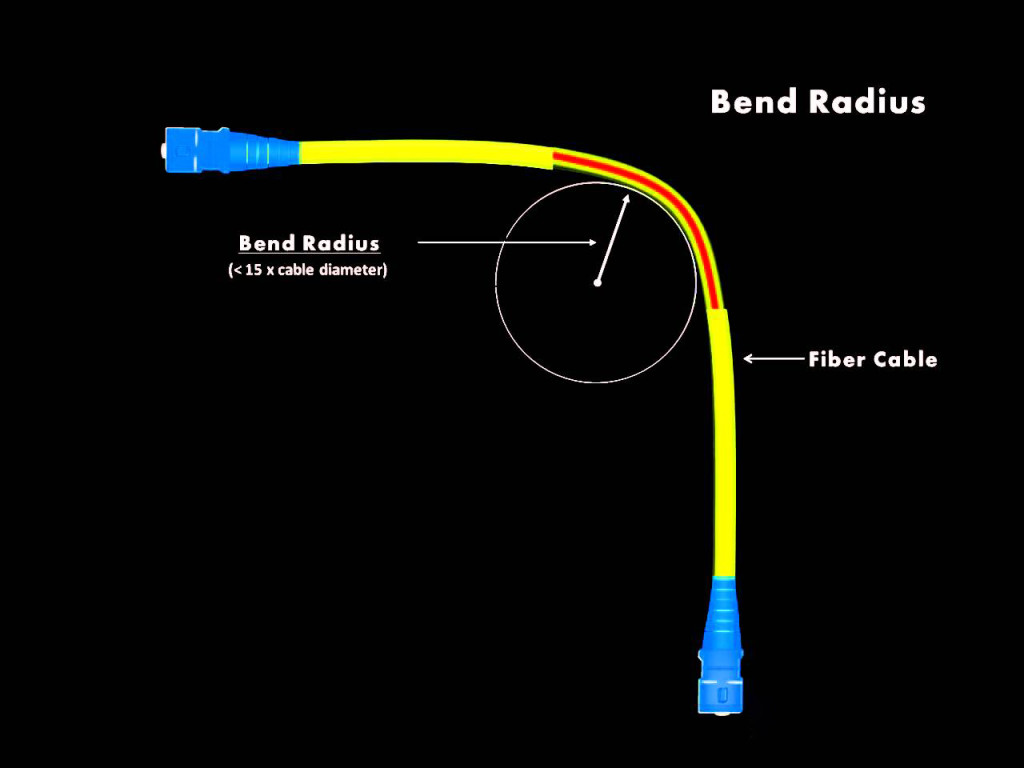
Fiber Bend Radius What S It How It Affects Fiber Cable Installation
Source : pinterest.com
